
产品详细介绍
以下是:【cr12mov】_金属热处理准时交付的产品参数
导读 【cr12mov】_金属热处理准时交付,炬晟特钢专业从事【cr12mov】_金属热处理准时交付,联系人:陈经理,电话:180-79746882、18079746882,QQ:381072621,发货地:赣州市经开区金龙路北侧发货到安徽省 宿州市 灵璧县、埇桥区、砀山县、萧县、泗县,以下是【cr12mov】_金属热处理准时交付的详细页面。 安徽省,宿州市,灵璧县 灵璧始建于宋元祐元年(1086年),是闻名遐迩的千年古县,“山川灵秀,有石如璧”,故名 “灵璧”。灵璧有楚汉相争的垓下古战场,是中国民间文化艺术之乡、钟馗故里、中国观赏石之乡、中华奇石的主产区,灵璧石被誉为中国四大观赏石(灵璧石、太湖石、昆石、英石)之首。素有“虞姬、奇石、钟馗画,灵璧三绝甲天下”之誉。
想要深入了解【cr12mov】_金属热处理准时交付产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:【cr12mov】_金属热处理准时交付的图文介绍

经过多年的不懈努力,炬晟特钢拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 模具热处理技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 模具热处理在各个领域的整体解决方案;



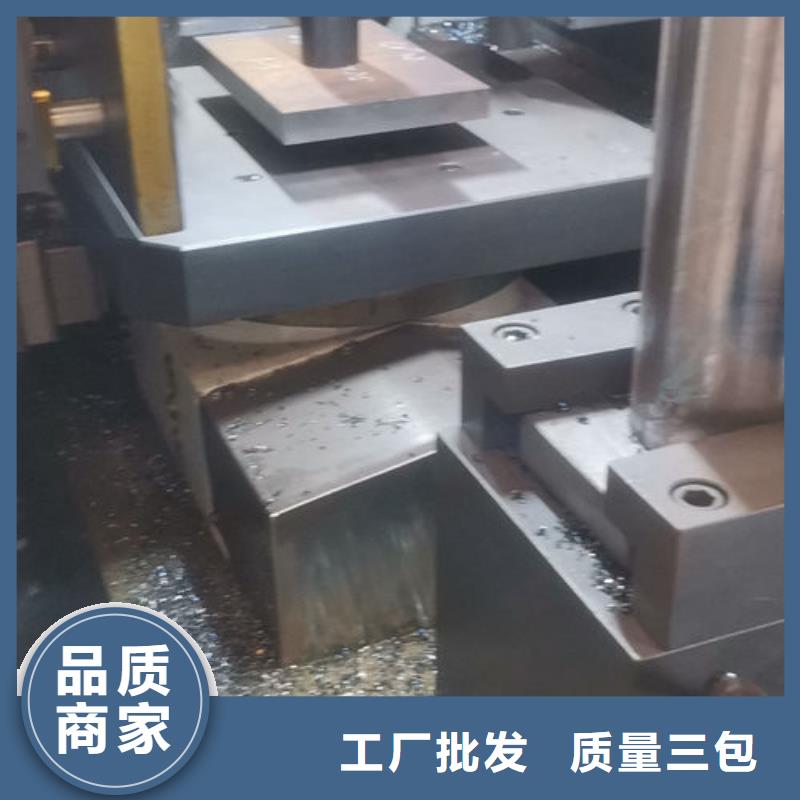
cr12mov型钢含有很高的C和Cr,导热性很差,加热速度要缓慢均匀,大锻件必须采用预热加热或以阶梯加热方式控制加热速度,钢件在炉膛的位置适当,有时还要反复翻转,以使受热尽量均匀。 1. 锻造温度 Cr12型钢锻造加热温度为1100~1150℃,始锻温度为1060~1080℃,终锻温度为900~850℃。由于其锻造温度范围窄,除小锻件外,一般均需两火以上,到达终锻温度时,应立即入炉,进行二火加热。 2.锻造工艺方法 2.1 “两轻一重”打法 即坯料温度高于1050℃时轻打,在1050~900℃重打,低于900℃时轻打。这种方法可避免出现裂纹和锻“酥”,因为高温时,钢的基体塑性很好,重打虽可加速成形而不易打裂,但难以将Cm打碎;低温时重打会造成开裂或打“酥”,在1050℃~900℃时,基体强、硬度较高,于此范围重打,易获得Cm碎化均匀的效果。 2.2 锻造比 锻造比大于3,若Cm偏析严重,则应使锻比大于6。初锻时,控制变形量每次不超过5%,这样可使外围得到轻度变形,并锻合内部缺陷,以提高塑性。为防止锻裂,锻造时还应注意棱角处的温度不低于800℃,有工厂还将砧铁等工具预热到150~400℃,忌用冷砧、冷钳与热锻件接触,因接触部位易出现裂纹。



cr12m0v500度回火怎么能达到61一63度cr12mov淬火温度很宽,可以在980——1080温度范围内淬火。选择980淬火时,回火用180—220度回火。回火后硬度hrc61-63;选择1080度淬火,用520—530回火。回火后硬度hrc60-61.这两个工艺叫【低淬低回】,【高淬高回】,低淬低回硬度较高,韧性也好。高淬高回硬度稍低,韧性也较差。但它们有一个较大的区别;低淬低回仅能在低温下使用;高淬高回可以在高温下使用,但使用温度不应超过530回火温度,略低10度为好, 1050~1080加热,如果希望得到高的硬度,温度取上限,490~520回火3~4次,如果次回火后经过-78度冷处理,硬度可以提高1~2HRC,不过,经过这样的处理,硬度虽然高了,但是强度和韧性要下降的。960度加热,油淬后220度回火即可,不必高温加热500度回火。 1120℃油淬,510℃回火三次,可达到60HRC左右。

总结 【cr12mov】_金属热处理准时交付,炬晟特钢为您提供【cr12mov】_金属热处理准时交付产品案例,联系人:陈经理,电话:180-79746882、18079746882,QQ:381072621,发货地:赣州市经开区金龙路北侧。